連接器製造工藝之「衝壓」——金屬端子製造的核心工藝
在連接器製造中,金屬端子是訊號與電力傳輸的“第一接點”,其幾何精度、表面品質與機械強度直接決定插拔可靠度、電氣性能與長期穩定性。那麼,一卷以銅合金為主的金屬帶材,是如何被製造成結構精細、尺寸公差以微米計的金屬端子?答案就在於高速精密衝壓工藝。
(Greenconn高速精密衝壓)
衝壓是一項利用壓力機與模具對金屬帶材施加外力,使其產生分離或塑性變形的加工技術, 高速衝壓一般使用連續模。在端子製造中,衝壓不僅決定端子的形狀輪廓,更影響接觸表面品質、尺寸一致性以及後續電鍍與裝配的穩定性。
Greenconn 建構了完整的高速衝壓體系,從模具開發、機台調校、過程管控到線上視覺檢測,實現金屬端子的大批量、高一致性製造。
連接器端子的六大關鍵衝壓工藝
端子結構的高精度來源於工藝鏈的嚴謹管理。Greenconn對衝壓過程中的六個關鍵環節逐級控制,確保尺寸一致性、結構穩定性與高首件合格率。
01 沖裁
採用自動化上料,將金屬帶材按模具輪廓進行沖孔、落料與修邊等步驟,實現端子基礎結構的分離成形。嚴格控制剪切品質,減少毛邊、穩定導通截面,為後續工序奠定尺寸精度。
02 彎曲
材料沿設計折彎線進行成形,並通過彎曲補償與模具角度優化, 來抵消材料“回彈特性”,使端子的幾何形狀更精確,確保裝配定位與插拔配合度穩定一致。
03 拉深
通過模具逐步拉伸材料,使平面帶材形成更複雜的空間結構,支援端子簧片、包覆區域等立體特徵的製造,適用於醫療、通訊等行業的高精密需求。
04 精沖
藉助精沖技術獲得更高的尺寸一致性與優良断面品質,使端子接觸區表面更平整,有助於降低接觸阻抗、提升高速傳輸的訊號完整性與抗干擾性能。
05 局部成形
通過翻邊、壓印、校平等局部變形工序,使端子達到最終的結構與應力分佈要求,進一步增強其在裝配過程中的結構穩定性、保持力與長期機械耐久性。
06多次連續衝壓
依托高速連續衝壓技術,實現材料送進、精密成形、切斷與線上檢測的全流程自動化,大幅提升生產效率、穩定性與批量一致性。
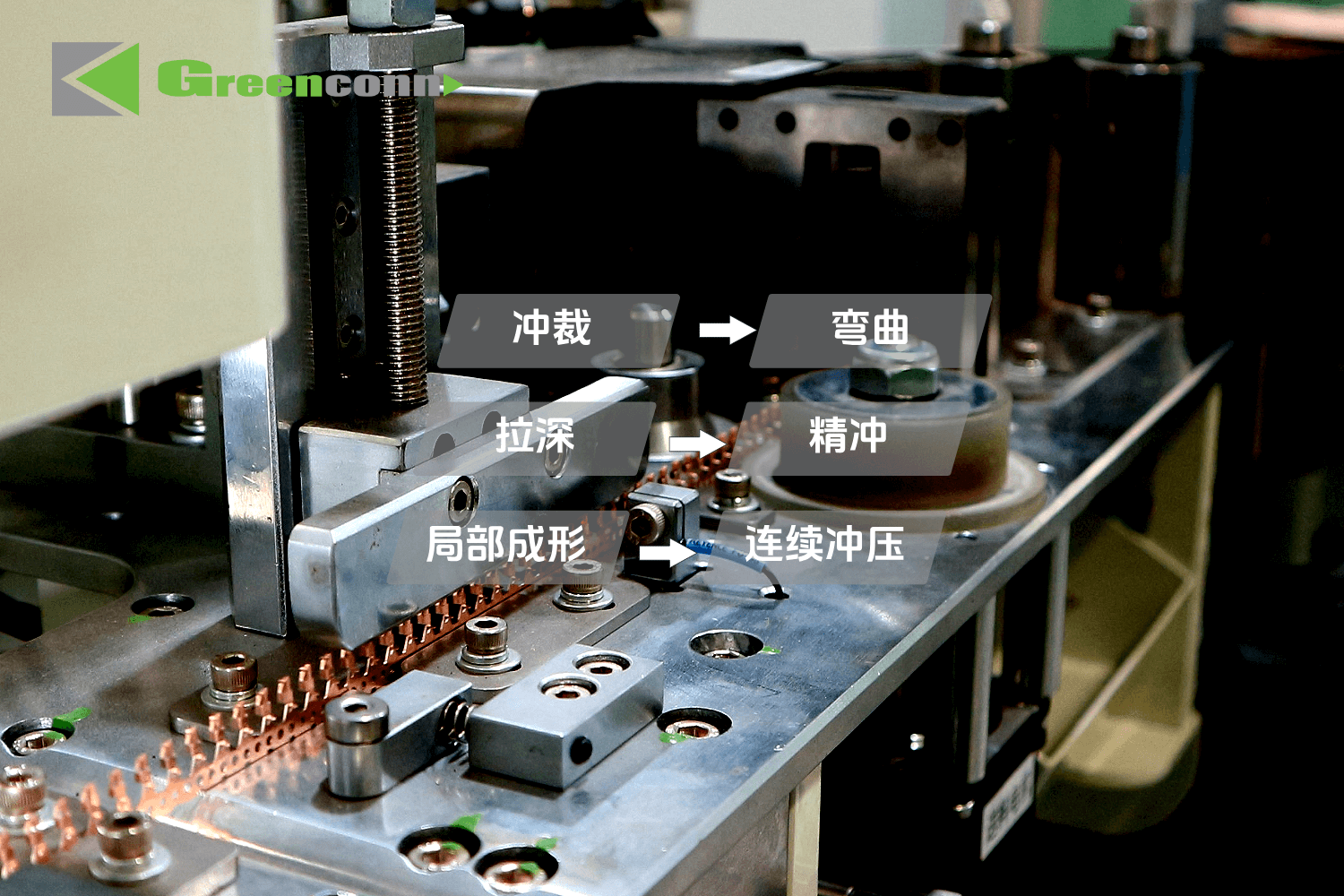
(Greenconn六大關鍵衝壓工藝)
憑藉穩定的材料體系、精密模具能力與數位化衝壓管理,並結合 SPC控制與模具壽命管理,使衝壓過程可控性進一步提升,Greenconn 在端子成形的各環節實現了高度可控與品質可溯源,為產品一致性提供堅實基礎。
金屬端子雖小,卻決定著連接的可靠度。Greenconn 以嚴謹的工程標準把控每一道製造細節,確保端子在後續電鍍、裝配與整機應用中始終保持穩定表現,並將持續以精密製造推動高可靠連接技術的提升。

